


Woven vs Knitted Fabric: Which Is Right for Your Product? | Sourcing Guide
Choosing between knitted and woven structures permanently dictates pattern yield, cutting room efficiency, and garment lifespan. Merchandisers and technical designers often miscalculate the total cost of ownership (TCO) when specifying fabric types. Selecting the wrong structural construction results in off-grain shrinkage, seam slippage in production, and high return rates. You cannot treat this as a simple aesthetic decision.
We establish a technical baseline by evaluating the structural engineering of knits versus weaves. We map these material specifications directly to apparel success criteria to determine production viability. Finally, we define the precise metrics you need to evaluate a qualified woven fabric source to protect your supply chain.
Structural Stability Translates to Precision: Woven interlacing (warp and weft) provides rigid dimensional stability, allowing for zero-tolerance tailoring, tighter seams, and lower scrap rates in the cutting room compared to stretch-prone knits.
Manufacturing Capability Signals Quality: Tier-one fabric sourcing requires scrutinizing the loom technology. Output reliability correlates directly with infrastructure, such as top-tier air-jet looms (e.g., Murata, Toyota) executing precise tensions.
End-to-End TCO Extends Beyond Per-Yard Costs: Factoring in advanced technical finishing (heat setting, custom dyeing) and global certification requirements (OEKOTEX-100, GRS) prior to selecting a woven fabric supplier mitigates compliance and lead-time risks.
Application Fit Governs the Choice: While knits dominate athleisure via intrinsic loop elasticity, woven structures—particularly premium yarn-dyed fabric—are the non-negotiable standard for structured garments, shirting, jacquards, and elevated poly-cotton apparel.
The Structural Engineering Differences: Interlacing vs. Interlooping vs. Bonding
The Mechanics of Woven Fabric Construction
Woven materials rely on the intersection of two distinct sets of yarns operating under immense tension. The warp yarns run longitudinally across the loom, while the weft yarns interlace horizontally at rigid right angles. This perpendicular interlacing creates a dimensionally stable plane. It inherently resists bidirectional stretch, assuming the manufacturer does not integrate spandex blends or cut the pattern on the bias.
Producing this grid requires intense preparatory engineering before weaving even begins. Factories wind raw yarn onto massive warp beams, ensuring perfectly uniform tension across thousands of individual threads. They then apply a sizing agent—typically a starch or polyvinyl alcohol (PVA) blend—to coat the warp yarns. This sizing process reduces friction and prevents yarn breakage during high-speed loom operation. Once prepared, technicians draw the yarns through the heddles of the loom.
The actual weaving cycle involves four distinct motions. Shedding separates the warp threads to create a path. Picking inserts the horizontal weft yarn through this path. Beating-up pushes the newly inserted weft tightly against the previously woven fabric. Taking-up rolls the finished material onto a cylinder. Advanced woven construction extends into complex structural patterns like jacquard or bubble fabrics. These specialized materials depend on strict yarn-by-yarn tension protocols during every phase of this cycle. Maintaining warp tension ensures the fabric surface remains flat, durable, and highly uniform across mass production runs.

The Mechanics of Knitted Fabric Construction
Knitted construction utilizes the continuous interlooping of yarns rather than rigid right angles. Weft knitting involves a single yarn path looping back and forth across the fabric width, commonly produced on circular knitting machines. Warp knitting uses multiple parallel yarns looping simultaneously down the fabric length, typically manufactured on flatbed machines. This architecture creates air-filled loop structures characterized by their courses (horizontal rows) and wales (vertical columns).
The interlooping grants the material intrinsic elasticity, even without elastane fibers. As tension applies to the garment, the loops compress and elongate. This flexibility provides significant mobility for the end-user. However, the trade-off is significantly lower dimensional integrity. Knits remain prone to dropping stitches, laddering, and warping under industrial tension. When a single loop breaks, the structural failure often travels down the entire wale, destroying the garment panel.
Defining the Boundary: Where Non-Woven Fabrics Fit In
Non-woven materials bypass the yarn spinning and weaving preparation phases entirely. Instead of weaving or knitting, manufacturers create non-wovens by mechanically entangling, chemically bonding, or thermally fusing raw staple fibers together. Processes like needle-punching physically interlock fibers, while meltblown techniques extrude molten polymers directly into a randomized web. They lack the structured grid of a weave or the looped flexibility of a knit.
In conventional apparel production, non-wovens rarely serve as standalone garment mainlines due to their poor drape and low tensile strength. Instead, they play a highly supportive, technical role behind the scenes. Planners heavily specify non-wovens as fusible interlinings. Factories apply heat and pressure to bond these non-wovens to the reverse side of woven shirt collars, cuffs, and tailored jacket lapels, providing hidden structural reinforcement.
Technical Evaluation Matrix: Matching Material Specs to Outcomes
Dimensional Stability and Tailoring Capability
Pattern alignment heavily favors rigid interlacing. Wovens hold a crisp fold and execute the high-precision seam allowances required by formalwear, trench coats, and structured button-down shirts. Sewists can apply heavy tension through industrial sewing machines without distorting the grainline. The rigid perpendicular grid prevents the needle from pushing the fabric off course.
Cutting-room realities heavily impact material yield and total cost of ownership. Factories generate massive financial losses during the automated cutting phase if materials shift. Wovens allow technical designers to utilize tight CAD markers, frequently achieving fabric utilization rates exceeding 85%. Knits frequently suffer from edge-curling, relaxation shrinkage, and shifting under high-ply automated cutters. This instability forces technical designers to build wider safety margins into their markers. Consequently, manufacturing knits generates higher material waste per garment than dimensionally stable alternatives.
| Technical Metric | Woven Structure | Knitted Structure |
|---|---|---|
| Dimensional Stability | High; holds shape and executes crisp folds easily. | Low; easily distorts under physical tension and heat. |
| Stretch Profile | Mechanical stretch strictly on the bias (unless blended). | Multi-directional elasticity inherent to interlocked loops. |
| Automated Cutting Efficiency | High yield; lays perfectly flat under 100+ ply cutters. | Lower yield; prone to edge-curling and requires buffer zones. |
| Failure Mechanisms | Frays locally at cut edges; requires overlocking or binding. | Resists localized fraying but highly prone to laddering/running. |
Durability, Pilling, and Wash/Wear Cycles
Surface abrasion resistance acts as a primary determinant of garment lifespan. Woven constructions lock individual yarns firmly in place through high-friction intersections. This grid layout severely limits fiber migration. Testing methodologies like the Martindale abrasion test consistently demonstrate that wovens withstand significantly more friction cycles before surface degradation occurs. This mitigates the friction-induced pilling that commonly ruins softer knit goods after repeated wash cycles.
Premium fabric finishing further elevates woven durability. Standard knits often hit strict limitations during bleaching and dyeing due to spirality and shrinkage risks. Conversely, woven fabrics undergo aggressive, specialized finishing treatments. Factories utilize singeing machines to pass the fabric over an open flame, instantly burning off loose surface fibers without damaging the core structure. They also deploy mercerization, treating cotton wovens with sodium hydroxide under high tension to swell the fibers. This permanently increases dye affinity, tensile strength, and surface luster.
Thermal Comfort and Air Permeability
Breathability variables depend entirely on thread count, tightness, and fiber composition. Knits naturally insulate the wearer by trapping pockets of ambient body heat within their continuous air-filled loops. This high cover factor and loft make knitted constructions ideal for winter base layers, heavy sweaters, and thermal linings.
Premium cotton or silk wovens engineer thermal comfort through structural density rather than loft. They rely on fine, highly twisted yarns. Technicians measure this twist in Turns Per Inch (TPI). High-twist yarns minimize trapped air and deliver a cool-to-touch, crisp drape. A tightly constructed poplin or broadcloth creates a smooth, flat barrier that manages moisture and heat transfer highly effectively in warm climates, allowing air to pass through microscopic interstitial gaps.
Sourcing Logic & Garment Applications
When to Spec Knitted Fabrics
Knits excel in specific categories where physical flexibility is paramount. Merchandisers target knitted structures for activewear, basic t-shirts, loungewear, and intimate hosiery. The ideal success criteria for these categories include high mobility, multi-directional stretch, and rapid moisture wicking. The inherent loop structure elongates to accommodate extreme athletic movement without snapping the foundational yarn. When engineers utilize synthetic continuous filament yarns, they can manipulate the capillary action within the loops to pull sweat away from the body rapidly.
When a Woven Fabric is Non-Negotiable
Global apparel lines rely heavily on rigid structures for everything from lightweight summer shirting to complex poly-cotton utility garments and structured outerwear. Precise tailoring demands a non-stretch grid to hold complex seams, support structured interlinings, and anchor heavy hardware like industrial zippers, metal rivets, and snap buttons without tearing the surrounding fabric.
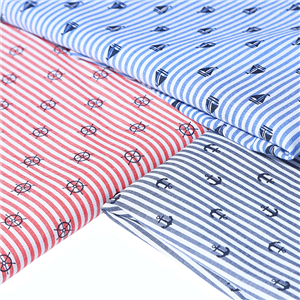
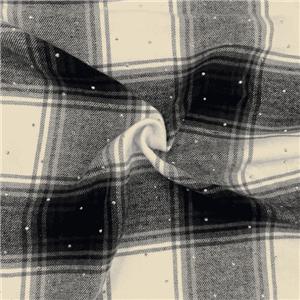
These applications frequently showcase the unique visual depth of yarn-dyed fabric. Instead of printing a pattern onto a finished white roll, mills dye the individual yarn packages before the warping process begins. They engineer patterns like plaids, tartans, stripes, and ginghams inherently into the structure by alternating colored warp and weft threads. This achieves color consistency, extreme sharpness, and a dual-sided visual aesthetic entirely unmatched by surface-printed knits, which often fade or crack under tension.

Remote Verification: Distinguishing and Evaluating Fabrics Before Sampling
The digital sourcing challenge revolves around verifying material structures online without a physical touch test. Buyers must rely on hard technical data rather than descriptive marketing terms to avoid procuring unstable materials. Relying on photos alone frequently leads to costly miscommunications between international procurement teams and local vendors.
You must request specific documentation from a prospective woven fabric manufacturer to confirm their capabilities. Demand the following data points to rule out heavy double-knits or cheap non-wovens masquerading as structural textiles:
Macro-Photography: Request close-up images of the weave structure to visually confirm perpendicular interlacing.
Thread Count Metrics: Demand exact warp and weft density numbers. A standard specification sheet should display data like "133x72", indicating 133 warp ends and 72 weft picks per inch.
Weight Specifications: Require rigid Grams per Square Meter (GSM) figures.
Tensile Strength Data: Request ISO 13934 (tensile strength) and ISO 13937 (tear properties) laboratory test reports to verify structural integrity.
Yarn Composition: Verify the exact fiber blend and yarn count (e.g., 40s*40s) used in the construction.
Evaluating TCO and Implementation Risks in Production Sourcing
Scalability and the Supplier Infrastructure Matrix
Partnering with undersized fabric mills introduces severe production risks. Small facilities frequently suffer from inconsistent dye lots, machinery breakdowns, and an absolute inability to meet peak season volume demands. Brand reputations suffer immediately when delayed fabric deliveries halt offshore cut-and-sew operations.
Establish strict technical procurement benchmarks based on industry leaders. A robust woven fabric factory should utilize at least 130+ modern looms. Older projectile or rapier looms operate slowly and introduce mechanical variables. Conversely, top-tier air-jet looms insert the weft yarn using high-pressure compressed air, achieving speeds exceeding 1000 picks per minute. Evaluating loom brands like Murata, Toyota, and Tsudakoma ensures precision warp tensioning and zero-defect output. Furthermore, frame output volume capacity as a risk-mitigation tool for fast-retail partnerships. Benchmark suppliers against annual capacities exceeding 20 million meters, or a daily operational output of roughly 250,000 meters.
Loom Technology | Weft Insertion Method | Production Speed | Ideal Application |
Air-Jet | High-pressure compressed air nozzles. | Extremely High (Up to 1200 PPM). | High-volume cottons, poplins, poly-cottons. |
Rapier | Flexible or rigid metal bands pulling yarn. | Moderate (Up to 600 PPM). | Complex, heavy jacquards or mixed yarn types. |
Water-Jet | High-pressure water stream. | High (Up to 1000 PPM). | Hydrophobic synthetic continuous filaments (Polyester/Nylon). |
Projectile | Small metal bullet carrying the yarn. | Low to Moderate. | Extra-wide industrial fabrics or heavy denims. |
Consolidating the Supply Chain for Margin Control
Multi-vendor processing severely complicates quality control. Sourcing raw yarn from Vendor A, dyeing packages at Vendor B, and weaving the final textile at Vendor C fragments responsibility. When a structural defect or shade band variation occurs, identifying the root cause across three separate entities causes weeks of delay. The physical transit times between these specialized facilities also drastically inflate your landed costs.
We recommend partnering with vertically integrated facilities operating on massive single footprints, frequently spanning 36,000+ square-meter campuses. These facilities manage technical design, premium raw material selection, precision weaving, heat-setting, and global dispatching internally. Centralized quality control eliminates inter-factory freight times, dramatically reduces scrap costs, and ensures strict chain-of-custody documentation for every yard produced.
The Role of E-E-A-T and Certifications in Vendor Selection
Mitigating Global Compliance Risks
Cross-border transit halts immediately if customs officials discover uncertified materials. Retail heavyweights like COSTCO, ZARA, LIDL, and WALMART mandate strict supply chain transparency. Sourcing unverified textiles exposes your brand to massive inventory write-offs and legal penalties.
Standardize a rigorous checklist for evaluating international supplier compliance before issuing purchase orders. Require tangible documentation for OEKOTEX-100. This certification guarantees the material undergoes strict laboratory testing for harmful substances, including azo dyes, heavy metals, and formaldehyde. For sustainable lines, demand the Organic Content Standard (OCS) and the Global Recycled Standard (GRS) to verify fiber origins. Finally, mandate ISO9001 quality management systems. This accreditation proves the supplier maintains audited, professional standard operating procedures capable of scaling.
The Longevity and Heritage of Your Supplier
The experience gap among textile mills is vast. Facilities established in recent years simply lack the defect-recognition intellectual property accumulated by legacy mills. Weaving operations remain highly sensitive to environmental humidity, raw fiber variations, and minute loom calibrations. Micro-adjustments dictate the difference between first-quality yardage and unsellable B-grade fabric.
A company history extending back decades acts as an institutional guarantor of quality. A pioneer operational since 1985 possesses the generational knowledge required to flawlessly execute complex structures. They troubleshoot environmental variables instantly, engineering lightweight poplins, rigid twills, and intricate jacquard finishes without the trial-and-error delays that plague newer operations.
Conclusion
Define actionable progression matrices for your technical design team to outline acceptable dimensional stability tolerances before initiating sampling rounds.
Prompt procurement teams to audit prospective mill capacities by requesting verified machinery lists, specifically checking for top-tier Toyota or Murata air-jet looms.
Demand current, verifiable compliance certificates including OEKOTEX-100 and GRS prior to finalizing vendor onboarding documents.
Order sample yardage of woven versus knit counterparts from a qualified woven fabric supplier for prototype wash and physical wear testing.
FAQ
Q: What are the 3 best ways to physically differentiate between woven and knitted fabrics?
A: Apply the 3-Way Physical Test. First, use the stretch test. Pull the material horizontally and vertically; knits yield significantly, while wovens only stretch on the bias. Second, conduct a visual path test. Inspect closely for over-and-under checkerboard lines for a weave versus V-shaped braided loops for a knit. Finally, execute the fray test. Cut an edge. Wovens systematically unravel thread-by-thread, whereas knits will run or ladder.
Q: How do I identify a true woven fabric from an online supplier catalog?
A: Emphasize reviewing the specification sheets carefully. Look for clear "warp and weft" density numbers, such as 40s*40s, alongside rigid GSM figures. Always request macro-photos showing perpendicular yarn interlacing. This visual confirmation ensures you are not mistakenly reviewing a stiff double-knit or a chemically bonded non-woven textile masquerading as a structural plain weave.
Q: Does yarn-dyed fabric come in knits, or is it exclusively a woven product?
A: Yarn-dyeing involves coloring the raw yarn before construction. While it exists in both categories, the technique is famously utilized in premium wovens like flannels, tartans, and stripes. Engineering the pattern inherently into the perpendicular grid ensures the design remains structurally intrinsic to the material. This provides superior colorfastness and visual depth over surface-printed knitted alternatives.
Q: What equipment should I look for when vetting a woven fabric factory?
A: Older projectile or rapier looms yield lower efficiency and consistency. Prioritize facilities equipped with advanced, top-tier air-jet looms from leading brands such as Toyota, Murata, or Tsudakoma. These modern machines guarantee high-speed consistency and precise warp tensioning. They deliver zero-defect output, which is especially necessary for complex poly-cottons and technical bubble fabrics.
Q: Why do woven materials sometimes shrink after washing?
A: Shrinkage primarily results from raw fiber relaxation rather than structural failure. Weaving places significant physical tension on warp yarns. When washed, these fibers relax and contract. To prevent this, the factory must apply advanced technical finishing, heat setting, and specialized softening during the final quality assurance process. This secures the fiber memory and prevents consumer-end shrinkage.
Q: Are knitted or woven textiles more cost-effective for large production runs?
A: Analyze the total cost of ownership. Knits may sew together quickly, but wovens suffer significantly less automated cutting waste. They also present fewer misaligned seam defects. Bulk return on investment depends entirely on a manufacturer's capacity output. Partnering with a large-scale facility allows you to realize economies of scale without absorbing the scrap costs associated with unstable knits.
Q: What certifications should my woven fabric manufacturer provide for global distribution?
A: At minimum, a globally compliant vendor supplying international retail groups must possess OEKOTEX-100 certification to guarantee chemical safety. Depending on the fiber content, you should also require the Organic Content Standard (OCS) and the Global Recycled Standard (GRS). Finally, mandate ISO9001 quality management metrics to ensure standardized operational procedures and unhindered cross-border logistics.